
The paint department can often be a production bottleneck. Perhaps, as you suspect, a booth replacement or an additional prep deck or booth is the solution to your problem. But before you make a significant capital equipment investment, evaluate if your paint department is already operating at maximum efficiency with your existing equipment and footprint.
“One of the key things to look at is how many refinish hours per day you’re getting out of your spray booth,” says Jason Garfoot, senior application engineer at 3M Automotive Aftermarket Division. In his previous role at Global Finishing Solutions (GFS), he had worked with consultant Steve Trapp, who at the time was at Axalta. (Trapp, a contributor to FenderBender, is now senior process consultant for L.E.A.P. LLC.) The two analyzed data from all over the United States and Canada and determined the most efficient painters and body shops averaged about 12 refinish hours per booth cycle, which translates to between 48 and 72 refinish hours per spray booth per day.
“So for a week, they should be getting a minimum of 240 hours out of their spray booth,” Garfoot says. “If they’re not, they don’t need [an additional] paint booth. If you’re not already maximizing the throughput of your booth, there’s no point in eating up the floorspace of the shop that could be used to work on more cars."
It's a common mistake he sees made by body shop owners and operators.
"First, they loaded up based on what they want to produce, but they don't realize how much a paint booth should produce, and now they've basically cut off the workspace for the body tech’s side to load that booth in the first place.”

Implement a parts-off painting strategy
Many shops are adopting a “one-touch system,” in which panels are test-fit, disassembled, painted, and reassembled before being sent to the booth, which maximizes booth loading.
Jeremy Winters, content creator at Accudraft Finishing Systems, says the traditional, less-efficient process often means a car needing a fender replacement is in the booth just to blend the door. But painting the door off the car allows for more efficient booth-loading. This recommended process allows the bolt-on panels — such as a door or fender — to be cut in at the same time, since the panels are affixed to stands that allow them to be positioned where needed in the booth.
“It seems like more work up-front, but it actually saves everybody time because the parts don’t have to go to the paint shop, come back for fitment, and then go back to the paint shop for the outside to be painted,” he says.
Although the shop can’t bill for the removal and installation time of this process, the “one-touch” system is more efficient for both the painter and the body technician, who no longer must wait for a fender to be cut in before he or she can hang it on the car, says Winters, who until 2-1/2 years ago was a painter in a collision repair shop.
“With one prepper and me, every week I would turn, on average, 225 hours every week. And that is going in and starting work at 7:00, 7:30, and knocking off at 5:30. (I would work late, occasionally, like everybody else)," he says.
Garfoot also recommends the practice in the three-day Paint Prep & Refinish Training class he teaches each month at the 3M Skills Development Center in St. Paul, Minnesota. The latest industry company data shows the average work order nationwide includes about eight and a half refinish hours, he notes. So to get to the benchmark 12 hours per cycle, a shop should strive to load the booth with an average of one and a half repair orders (R.O.s) per cycle by including a bumper cover or other part from another job.
Address concerns about damage and R&I time
With the extra parts handling required, it’s probably natural that painters and body technicians may be worried about parts being scratched. But it’s a fear that’s blown way out of proportion, Garfoot says.
“In all my years as a painter, I painted maybe two or three panels that got damaged, and it usually wasn’t from normal reassembly. Something happened: somebody bumped a stand into the car, or they weren’t paying attention, and they dropped the door as they were trying to bolt it on. As painters after we paint something, we're absolutely terrified that body techs are going to damage the parts when we give them back to them. But they’re very careful with painted parts.”
Technicians may also be concerned about being paid for the time it takes to remove and install panels, even though adopting the practice will prove to save them time and make them more productive, Garfoot says. But to introduce them to the concept, one strategy is for the shop to pay the technician an extra hour for pulling the rear door and a fender for a blend (in the case of a front door repair).
“And then it’s easier for them to want to do it because they’re getting paid for it. But it’s worth it to the shop owner because they’re going to get twice the refinish hours out of their booth. If I’m a body shop owner, I’ll give up on hour all day long to get four or five more out of it. You’re increasing your efficiency without having to add other employees, without having to buy a bunch of products without having to change all this stuff in your shop. It's just giving them time to remove panels that insurance won't pay for.”
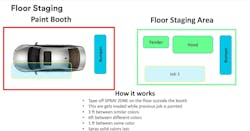
Plan for production with pre-staging
While the booth is filled with parts flashing or baking, Garfoot recommends that the next load for the booth be pre-staged in an area near the booth. The area includes lines taped-off or painted in the same footprint as that of the booth and helps the painter or prepper visualize how much capacity the booth has, allowing for quick loading.
“Some of the best shops I’ve consulted with, if they know they’re doing four cycles a day, have four staging areas. They’ll load each staging area as they’re completing the prepping of those vehicles. They’re not having to unload the staging area and then reload it with something else. They can stack them there for the day, and the painter knows which one they’re going to pull from next.”
For shops more limited in space, Garfoot points out, they can still implement a floor staging area and use a dry-erase board to schedule each booth load.

Booth airflow characteristics dictate how it should be loaded
Painters do need to be aware of the airflow characteristics of their booth, Garfoot says, noting that once, when he was a collision repair shop painter limited to using a semi-downdraft (ceiling intake, rear exhaust) booth, it could easily cost him a cycle per day.
“I would typically have to stay a little bit later to get four cycles out of it, and it was mainly because I had to be careful how I positioned things.”
If the blend panel is positioned toward the rear exhaust filters, overspray from paint being sprayed on the refinished panel will land on the blend panel, causing a color-match issue.
“So, blend panels have to be placed toward the intake side. You’re a little bit limited on positioning.”
For the same reason, metallic color panels need to be placed toward the exhaust side, he points out.
Even when spraying in a downdraft environment, the painter needs to be careful of where the overspray will land, which will dictate how many, say, different-color bumpers can be loaded in the booth and sprayed at once. But keep in mind, he says, the parts are on stands that can be easily rolled in and out of the booth to avoid color contamination.
“Once they’re dry, they’re dry. Throw a sheet of 36 over them or drape plastic over them.”
Winters recalls pushing through eight bumpers in one cycle during a particularly urgent production day.
“I sealed everything the same color and as I sprayed one, I slid it to the back corner and threw plastic over it and I did the next one.”
Once all color was applied and flashed, the bumpers were cleared in one batch.

Match colors before the booth is loaded
Painters should verify the color match before the booth is loaded, Winters says.
“Yes, there’s color-corrected lighting. Yes, we pride ourselves on being able to see in the booth, but if you’re matching color in the booth, it’s too late. If you have other cars lined up and this car is giving you a problem matching the color, don’t ever pull it into the booth. You can tape it up and have it sitting, ready to go. But pull it to the side and keep cars coming through so you can work on getting the production done. In between, you can be working on matching that color.”
Consider a switch to waterborne
Compared to traditional solvent-based paint systems, waterborne systems offer faster color matching, quicker drying times, and improved turnaround, albeit at higher product cost and the need to upgrade equipment.
“Dry times for water vs. solvent, especially for two-tones even for basic collision repair jobs, are astronomically faster,” Winters says. “Yes, there is the upfront cost of adding blowers, the fan systems, handheld blower stands, and whatnot; there’s a bunch of different options for it, along with retrofitting spray guns, if the shop is supplying spray guns to the painters. But water has a lot of advantages of being able to speed up the cycle time.”
Winters says one can expect to cut 30 minutes of time needed for application and color-match on each job.
“Let’s say you do four rounds through the booth every day. That’s two hours that gets added onto the end of the cycle that you now gain. If you were doing four rounds in a booth as a solvent painter, now maybe you’re doing five rounds. That’s one extra job a day, one extra flow of parts.”
At the end of the year, the numbers in that example add up to an additional 240 jobs moved through the booth. So, it’s easy to see what the potential is, Winters says, but an owner or operator should examine what improvements may be needed before pulling the trigger on a new booth purchase.
“If they’re tapped out – if they’re already using water, they know they have good painters, and they can see the metrics on that and they need to improve and they’re just busting at the seams and they cannot do any more, yeah; it’s time to add a booth.”
A shop may also not need to add another painter to its staff, Winters points out, even when installing an additional booth.
“One thing I enjoyed about having two booths is I could offset things and keep going. I could seal this one and get this one into color, and while this one is flashing, I could jump over to the next booth because my prepper already had the car taped up. I wiped it down and then threw it into sealer. Now, I go over here and clear this, and that one’s ready to go.”
It’s a constant back-and-forth to keep the work flowing, Winters says, noting that Accudraft offers double booths that offer a smaller footprint than two separate booths but a larger cabin workspace for parts-off overall refinishing or multiple jobs, with custom options for height and mechanicals such as where the air makeup unit is installed.
When an investment in new technology makes sense
Owners or operators often expect a 20 or 30-year-old booth being used every day to still produce as it did the first year it was installed. But Winters likens them to a car with 250,000-300,000 miles on it.
“We’re dealing with stuff that’s mechanical, and at the end of the day, it’s not if it’s going to break; it’s when it’s going to break. Even with inspections, once stuff gets the miles on it, it’s going to go down. If you’re spending more time having to fix things, if problems arise and you’re having a harder time accessing parts, those need to be considered.”
Recalling what Garfoot advised about parts placement and added time needed for non-downdraft booths, some booth purchases can be pennywise and pound-foolish.
“There are a lot of companies that make good-quality booths; it’s just making sure you’re buying the right one for your shop. Don’t hurt your production. Body shop owners, if they haven’t painted before or very much, should get the input of the painter when they’re making that buying decision. Saving $80,000 up front may cost you $250,000 to $1 million a year in production.”
About the Author

Jay Sicht
Editor-in-Chief, FenderBender and ABRN
Jay Sicht is editor-in-chief of FenderBender and ABRN. He has worked in the automotive aftermarket for more than 29 years, including in a number of sales and technical support roles in paint/parts distribution and service/repair. He has a bachelor's degree in journalism from the University of Central Missouri with a minor in aviation, and as a writer and editor, he has covered all segments of the automotive aftermarket for more than 20 of those years, including formerly serving as editor-in-chief of Motor Age and Aftermarket Business World. Connect with him on LinkedIn.
Don't miss Jay's next article or podcast. Sign up for FenderBender Today's Collision Repair News and ABRN eNews here.