This Month in BackBay: You Read the Wrong Article

This Month in BackBay: You Read the Wrong Article
The response to last month’s article “You’re Using the Wrong Electrode” was...spirited. Dozens of comments across multiple channels, a healthy mix of reactions ranging from "yes!" to...something considerably less enthusiastic. I genuinely appreciate all of it. Engagement means people care, and people caring about the quality of repairs being made in this industry is my love language.
But here's the thing: a significant portion of the pushback was aimed at an argument I never made. However, there were some insightful comments; let's take a closer look at a few themes.

What the Original Article Actually Said
For those who read the headline, formed a strong opinion, and moved on: welcome back. Let me catch you up.
The article did not say to ignore OEM recommendations. It did not say 0.030" (0.8 mm) wire is always wrong. It did not introduce some radical new welding philosophy. In fact, the article ended with an explicit direction to follow OEM procedures when they specify an electrode diameter. If that sounds familiar, it should; it's essentially the same thing I've been saying, writing, and teaching my entire career.
What the article did say is that many technicians simply default to 0.030" (0.8 mm) wire out of habit, even for thin mild steel applications where 0.023"–0.025" (0.6 mm) wire is the better choice from a heat input and fusion standpoint. That's not an opinion. That's physics and it’s reflected in electrode and welding equipment manufacturers’ charts.
OEM Recommendations: The Four-Bucket Reality
Since “just follow OEM recommendations” was one of the rallying cries of the comments section, let’s look at what a few OEM recommendations say.
Bucket 1: OEMs that specify 0.023" (0.6 mm) wire
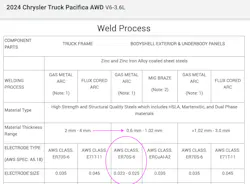
When an OEM specifies 0.023" (0.024/0.025") (0.6 mm), that's the wire you use. No further discussion is needed. For example, you’ll find Figure 1 in several Stellantis manuals; this one happens to be for a 2024 Pacifica. For 0.6 mm – 1.02 mm material thickness, they call for ER70S-6, 0.23 - 0.25" (0.6 mm) electrode wire.
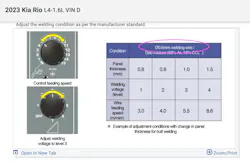
In Figure 2, for a 2023 Kia Rio, they have settings listed for 0.8 mm to 1.5 mm material thickness and are calling for 0.6 mm electrode wire.
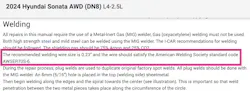
Hyundai, Figure 3, is another OEM that calls for 0.023" electrode wire.
Bucket 2: OEMs that specify 0.030" wire
Similarly, when an OEM specifies 0.030" (0.8 mm), that's the wire you use. My general recommendation/suggestion becomes completely irrelevant at that point; and that’s exactly how it should work.
Honda, Figure 4, is one of the few OEMs that call for 0.8 mm electrode wire, including materials under 1 mm thickness. I don’t love it, but that doesn’t matter; the requirement is 0.030" (0.8 mm).

Bucket 3: OEMs that use the material thickness to determine electrode wire size
Ford, for example, directs technicians to set up the welder based on material thickness and to follow “equipment manufacturer's prescribed procedures and equipment settings for the type of weld being used.” In those cases, the electrode manufacturer’s selection chart becomes the governing reference; and those charts will generally point you toward 0.023"–0.025" for thin, mild steel (Figure 5).

Bucket 4: OEMs that say nothing about electrode wire size
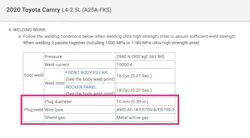
When drafting the first article, and again for this one, I reviewed multiple makes, models, and years of vehicles. Most, aside from the few in this article, don’t offer a suggested electrode wire diameter for steel MAG welding. In my research, I couldn’t find anything related to wire diameter from GM, Nissan, Mazda, Subaru, VW, or Toyota (Figure 6), to name a few. Many list the type (ER70S-6, for example) and offer plug weld diameter recommendations, but few note electrode wire diameter. If you have information that isn’t aligned with this, please let me know; I’m always looking for new/updated/better information.
The rule is simple, even if the landscape isn't: when OEM procedures specify a wire diameter, that specification governs. When they don't, the physics of the application should.
On HAZ, Weld Specifications, and the Standards We Think We Have
At least one commenter raised the point that OEMs don't publish a defined Heat-Affected Zone (HAZ) parameter; and they're right. That's a fair observation.
But here's the equally fair follow-up: OEMs also don't often publish weld length, width, or height specifications either. You won't find many automotive OEM procedures that define those parameters. Again, I’d love to see them if I’m off base here, and you have conflicting information.
The ‘standards’ that most technicians instinctively reach when these conversations come up, the ones baked into welding training and testing programs, aren't truly ‘automotive welding standards’ at all. They're derived primarily from I-CAR's welding program, which itself is built on an AWS sheet-metal specification (AWS D9.1) (Figure 7). This standard wasn’t developed for automotive applications;I know this because I helped develop some of the earlier versions of the I-CAR testing. It is a solid, useful framework, but not an automotive welding standard.
And for those thinking: “But what about ISO 9606-1?” The same goes here; this specification is NOT specific to automotive.
Neither of these standards were intended to serve as a comprehensive automotive GMAW standard, and no such standard exists.
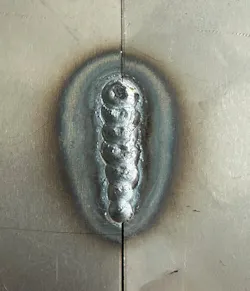
A Word on the Photo
A couple of readers noted that the lead image (Figure 8) showed an open butt joint and questioned the root gap. Fair enough, a little more root gap might not hurt.
But look at the image again. The concern about root gap and penetration is answered by the photo itself: the issue wasn't insufficient penetration. It was excessive penetration, which is precisely the heat input problem the article was addressing. The weld in that photo made the article's argument before the article was even written.
Conclusion - The Bottom Line (Again)
Nothing in this follow-up changes what the original article said. It just says it again, with footnotes, and with slightly less patience for the assumption that “we've always done it this way” is a technical justification.
When the OEM tells you what wire to use: use that wire.
When the OEM tells you to follow the equipment manufacturer’s guidance: pull out the electrode selection chart, look at your base metal thickness, and select accordingly.
When no one tells you anything and you grab whatever's loaded in the machine: that's the problem the original article was trying to address.
About the Author

Jason Bartanen
Founder and Chief Technician Advocate
Jason Bartanen is the founder and chief technician advocate of Collision ProAssist, where he guides technicians through technical support and tailored education. He has been in the collision repair industry for nearly 30 years, including more than 23 years serving in various roles for I-CAR, the Inter-Industry Conference on Auto Collision Repair. He was most recently the director of industry relations at Collision Hub for nearly six years.