This Month in BackBay - by Collision ProAssist: You’re Using the Wrong Electrode Wire

That title is intentionally painted with a broad brush, and to be fair, many technicians are using the correct electrode wire. In other cases, the wire being used may not be technically “wrong,” but it is not be the best choice from a usability and weld-quality standpoint on the thin, lightweight steels we’re welding today.

This month’s topic also is not based on one specific inquiry. Instead, it comes from patterns we’ve seen through questions submitted over the last several years and another Collision ProAssist service, our OEM welding training and validation program, where first-hand observations played a key role in prompting this article.
Most of the industry is still using ER70S-6 solid wire for automotive gas metal arc welding, and that remains the most common recommendation, with an occasional OEM specifying (or allowing) ER70S-3 instead. We’re good there. Technicians generally follow those wire-type directives when they are provided. But what is often missing is any clear instruction on electrode wire diameter. In fact, most OEM procedures that call for steel GMAW and name the wire classification, say little or nothing about the size of the electrode wire. This is a critical gap, given the thickness of most of today’s steel panels that allow GMAW welding.
A common issue I continue to see is technicians defaulting to 0.030" (0.8 mm) electrode wire when 0.023”, 0.024", or 0.025" (0.6 mm) wire is usually the better option.

That is especially true on the thinner steels that now make up much of today’s exterior body structures, where controlling heat input matters just as much as achieving fusion.
Many of us learned to weld years ago on thicker, milder steel. Back then, the mindset was simple: burn the weld in, get more penetration, and assume more heat meant improved fusion and a better weld. On older, thicker, mild steel materials, that worked. On today’s thinner, higher strength steels, it can create problems.
Modern vehicles use much thinner material, and the extra heat required to run 0.030" electrode wire can do more harm than good. Too much heat can cause excessive penetration (and potentially burnthrough), enlarge the heat-affected zone (HAZ), increase the likelihood of panel distortion, and make it harder to make a good weld.

That is where electrode wire diameter becomes more than just a preference issue. Smaller diameter wire generally gives the technician a more usable setup for thin automotive steel. It can help control heat, while achieving appropriate penetration.
One electrode wire maker notes that both 0.024" and 0.030" solid wire could be used to weld materials as thin as 22 gauge (0.78 mm) and as thick as 18 gauge (1.27 mm).
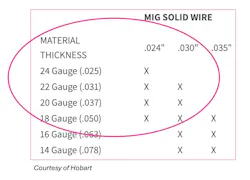
When we compare this chart with an OEM material thicknesses illustration, 0.030" wouldn’t be appropriate for any of the mild steel panels on this vehicle; 0.024" electrode wire would be the correct option.
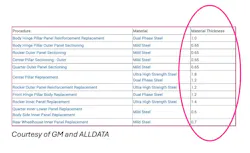
That matters because when we compare those recommendations to the material thicknesses shown for late-model vehicles, including the GM example, much of what technicians are welding falls squarely in that lighter range. When you start looking at material thicknesses in that 0.6 – 0.7 mm range, it becomes clear that we are often dealing with material that does not need the added heat burden that commonly comes with 0.030" wire.
There is also a practical side to this conversation. Frankly, it’s easier to weld thinner material with 0.024" electrode wire. I find myself making a lot fewer adjustments (at the machine and in technique), and producing better welds, when I’m welding thinner material with 0.024" vs. 0.030".
An important note: when you decide to move to the smaller electrode wire, the rest of the system must match as well. That means using the proper drive rolls, the correct contact tips, and the right liner for the smaller wire size.
None of this is meant to suggest that 0.030" wire never has a place; use it when the material thickness warrants it or when the OEM calls for it. The point is that too many technicians appear to be using it as the default, even in situations where a smaller wire would offer better usability and better weld quality. For much of today’s automotive steel, 0.023" to 0.025" electrode wire should be your default.
As vehicle materials continue to evolve, our welding habits must evolve with them. The procedures, the settings, the material thickness, and the consumables all need to work together. If we are still applying thick-steel logic to thin, modern automotive steels, we may be creating excessive HAZ, unnecessary distortion, and lower quality welds.
The takeaway is simple: if you’re using 0.030" electrode wire for thin mild steel panels, give 0.024" electrode wire a try; I think you’ll find it makes a noticeable difference.
About the Author

Jason Bartanen
Founder and Chief Technician Advocate
Jason Bartanen is the founder and chief technician advocate of Collision ProAssist, where he guides technicians through technical support and tailored education. He has been in the collision repair industry for nearly 30 years, including more than 23 years serving in various roles for I-CAR, the Inter-Industry Conference on Auto Collision Repair. He was most recently the director of industry relations at Collision Hub for nearly six years.